Supplier
Nord Composites
June 17 2021 at 04:38am
Nord Composites S.A.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
| • User Friendly, one component system • Fast, make a mould in one day • Zero shrinkage, on the cured laminate • Produces tough, durable, long life moulds • Pre accelerated resin with fillers added • Performs like a normal laminating resin • Rapid cure gives rapid mould making • Perfect surface replication on the cured laminate • Colour shift indicates when the laminate is cure • Speed of production cuts mould making costs • Longer life than conventional GRP moulds • Complete dimensional stability • Normal resin storage life without filler settlement • Vinyl ester resins & gel coats available for enhanced performance |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Norester RM 2000/50 is a specially formulated, unsaturated polyester resin designed to produce long life, high quality moulds for the fabrication of thermosetting composite parts. By careful selection of the filling elements in RM 2000/50, the normal shrinkage which occurs with standard tooling resins is counter balanced to give a final mould cure which does not shrink retains the exact dimensions of the plug, with perfect surface reproduction.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
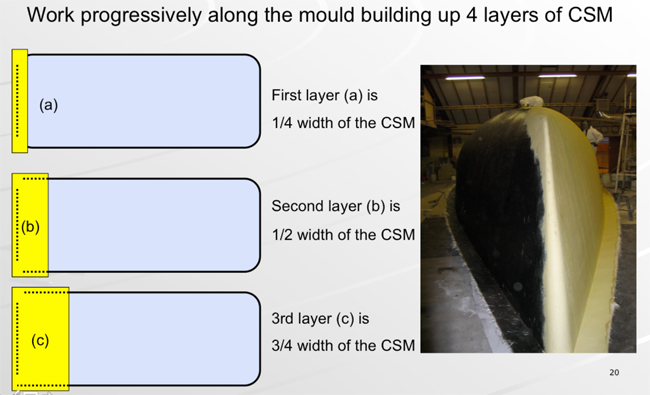
| APPLICATIN RECOMMENDATIONS In order to achieve the necessary level of cure with Norester? RM 2000/50, the workshop must have a minimum temperature of 15oC, ideally 18-25oC. Above 25oC, we recommend the LGT version. If the temperature is too low the optimum cure and zero shrink properties will not be achieved. 1 Preparation The surface of the plug must be free from voids and defects, with a propriety release agent applied. 2 GEL COAT Nord isophthalic tooling gel coat GC 200/201 is recommended for optimum tool life. For enhance durability GC 206/207, vinyl ester gel coat should be used. First Layer 1 x 200 or 300 gr/m2 chopped strand mat (emulsion bound) with the resin Norester® RM 2000/50 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
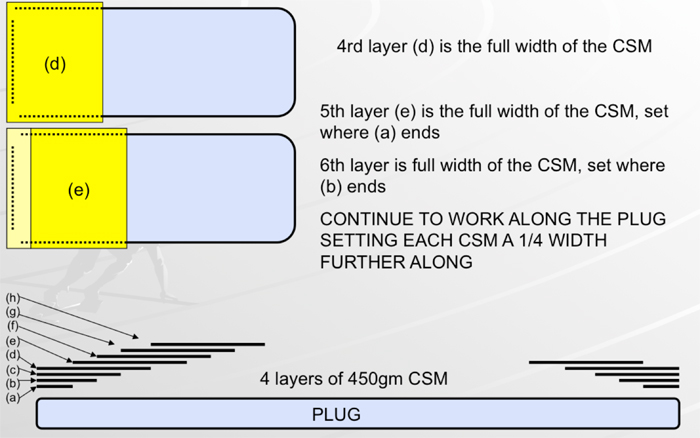
4 Norester® RM 2000/50 Laminate After the first laminate is cured and has cooled a further 1,800 – 2,100 gm/m2 can be laid down to build mould thickness if required. 5 Curing Norester® RM 2000/50 6 Mould Stiffening & Reinforcing Elements |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Isopthalic gel coat up to & Norester® RM 2000 250 mouldings Vinyl ester gel coat more than & Norester® RM 2000 250 mouldings Vinyl ester gel coat, vinyl ester 1st layer up to & Norester® RM 2000 1,000 mouldings All these recommendations are based on tests made in our laboratory and from experience with customers. Each batch of Norester® RM 2000 is carefully tested and approved before dispatch. It is the responsibility of customers to ensure that products made with Norester® RM 2000 are suitable for the application intended. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
Typical properties of liquid Norester® RM 2000 • Storage life 3 months (mix before use) • Specific gravity 1,45 • Appearance beige liquid • Gel time 40 – 45 minutes (20oC – 1% CATA 2000 on 100g) 60 – 70 minutes for LGT version • Peak exotherm on cast resin 120 – 125oC (20oC – 1% CATA 2000 on 100g) • Brookfield viscosity 1200 – 1700 mPa.s (20oC – sp4 100 rpm) • Non volatile content 72 – 74% Mechanical properties of cast Norester® RM 2000 • Heat distortion of temperature 80oC (cast resin) • Tensile strength* 84.4 MPa • Elongation at break* 2% • Flexural strength* 155.8 MPa • Test realized on resin reinforced with 23% glass fiber. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||
The tooling resin NORESTER® RM 2000 is subject to the Highly Flammable Liquid Regulations. The product should be stored under cool conditions in closed opaque containers at a temperature not exceeding 20oC. Avoid exposure to heat sources such as direct sunlight. Information contained in this publication are given in a good faith without warranty or guarantee. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Down load picture 15 Step Manufacturing Sequence formulator of resins - gel coats - bonding pastes - pigment pastes This is document with 15 steps, details the manufacturing sequence for a composite mould, from basic plug manufacture to the final de- moulded product. 1a CNC ( Computer Numetic Control) machining of the Polyurethane foam. Machine the foam to between -8 to -12 mm of the final foam. 1b CNC ( Computer Numetic Control) machining of the Polystyrene foam. Machine the foam to between -8 to -12 mm of the final foam. 2 Application of the resin Norester 854 to the Polystyrene plug. Apply 0.8 - 1 mm of resin to the polyestyrene ( density > 25 kg/m2) with a brush or roller. Laminate 2 layers powder bound mat, 300 g/m2 with the resin, roll between layers and make the laminate 10-15 cm wider than the plug dimention. Allow to care at ambient temperature for 24 hrs before applying the NCL 804PVR Gray. 3 Application of NCL 804PVRB Gray on the plug. Spray with spray gel coat machine (pump ratio 20 : 1), use sveral thin passes to obtain a thickness of 5-6 mm. To obtain the final dimension for machining it is necessary to : A - 8 mm CNC machining : 2 layers.B - 12 mm CNC nachining : 3 layers 4 CNC machining of the NCL 804PVRB Gray 5 Application of Nord Appret 230. Apply 450 - 600 micron in several fine passes 6 Sanding of Nord Appret 230. Sand with a dry paper. 7 Application of Nord Laque 210. Spray with several fine layers in order to obtain the best finish. 8 Sanding the laque. Sand with different grades of wet & dry paper. Polishing the Laque with a polishing machine and different grades of polishing paste, until an utra high gloss shine is porduced 9 Application of release agent 10a Application of spray gel coat GC 207. Apply 700 to 800 microm layers, wet on wet in 4 or 5 passes. 10b Application of brush gel coat GC 206. Apply 700 to 800 micron layers in 2 passes. 11 Application of resin Norester 680 Apply 1 x 100 g/m2 powder bound mat 2 x 225 g/m2 powder bound mat. 12 Appliation of tooling resin RM 2000/50. Apply by hand lay up or spray gun using 2 rovings. 13 Rolling 14 Adding wooden reinforceing ribs 15 Demoulding |
    |
||||||||||||||||||||||||||||||||||||||||||||||||||||